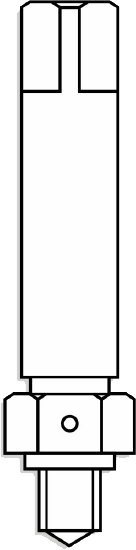
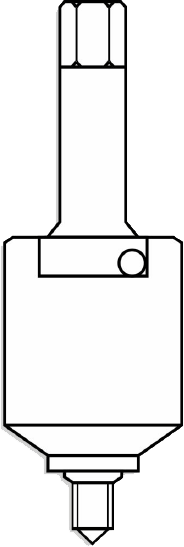
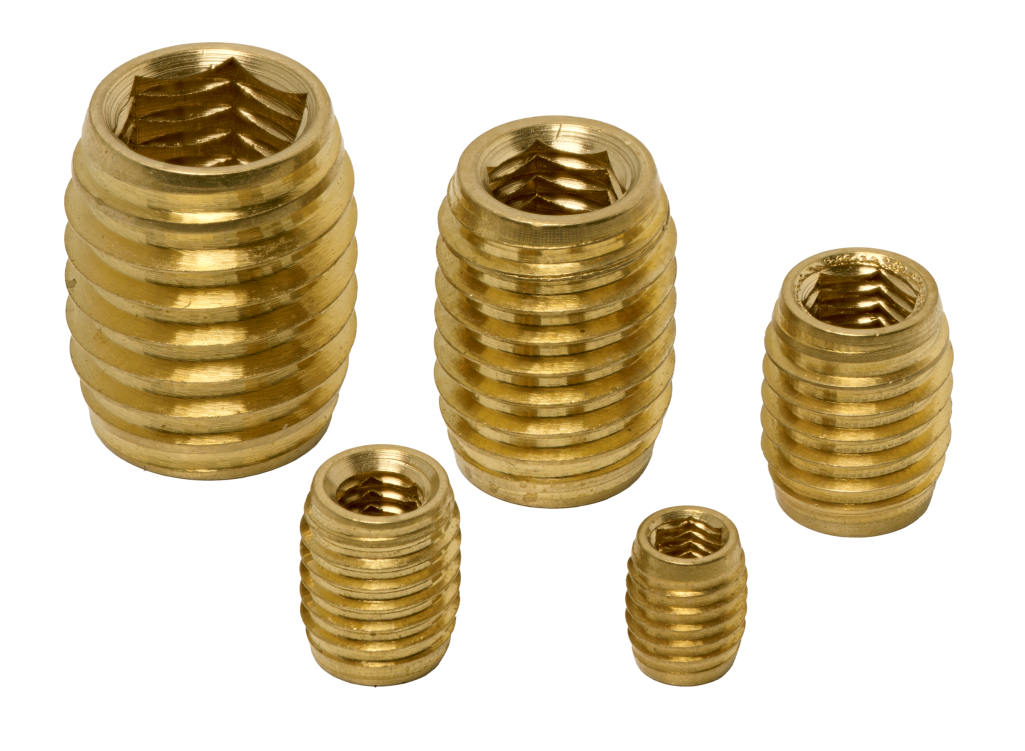
Inserto con cabeza y accionamiento hexagonal (H) combinado con rosca interior. Innovadora rosca exterior autoformable para termoplásticos, termoestables y espumas de alta densidad.
ECO-DISEÑO 100% RECICLABLE
Instalación automatizada simplificada a través del cabezal
Se monta y desmonta con una broca hexagonal
Red optimizada para la fluencia del plástico durante la instalación
Optimización de los tiempos de montaje y desmontaje
Técnica de fijación – Grandes series – E-Shop
Div 5
Div 3
Div 6
Div 4
Div 1
Div 2
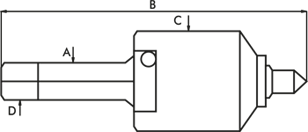
Image technique 1
Image technique 2
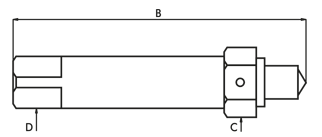
Part number
Thread M (6H)
Ext Thread (E x P)
L (mm)
D (mm)
H (mm)
HEX (mm)
Well Ø*, soft to medium**
Well Ø*, hard***
Technical sheet
3D
IVK 030 071 R080 L 0
M3 x 0.50
5 x 0.80
6
8
1.1
2.5
4.4 - 4.6
4.6 - 4.8
IVK 040 092 R100 L 0
M4 x 0.70
7.0 x 1.00
8
10
1.2
3.2
6.4 - 6.6
6.6 - 6.9
IVK 050 114 R110 L 0
M5 x 0.80
8 x 1.25
10
11
1.4
4
7.2 - 7.4
7.4 - 7.7
IVK 060 154 R130 L 0
M6 x 1.00
10 x1.50
14
13
1.4
5
8.8 - 9.1
9.1 - 9.4
IVK 080 164 R150 L 0
M8 x 1.25
12 x 1.80
15
15
1.4
7
10.8 - 11.2
11.1 - 11.4
* hasta la mitad del inserto
** PP blando, PE a medio PA66/GF35
*** duro PA66/GF40, PPA/GF30, PPS GF40, plásticos amorfos y termoendurecibles
L’outil de pose met en place l’insert suivant son axe dans le puits de moulage ou le trou de perçage. • auto formeur : la matière est refoulée sans faire copeaux. • auto taraudeur : La fente coupante coupe la matière.
Phase 02
Le contre écrou ou le mécanisme de l’outil de pose permet la séparation de l’outils et de l’insert. La matière comprime l’insert et assure la tenue.
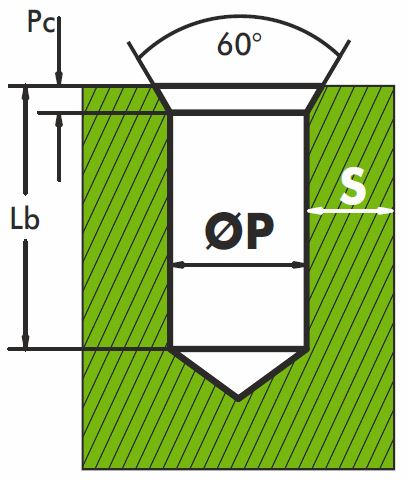
Lb Profondeur du puits : Permet le logement des copeaux induits lors de l’installation. Longueur de l’insert +2 à 3 mm
Puits débouchant
L’insert doit être entièrement noyé dans la matière : Longueur de l’insert +1 mm
Plastiques
Grande Diffusion
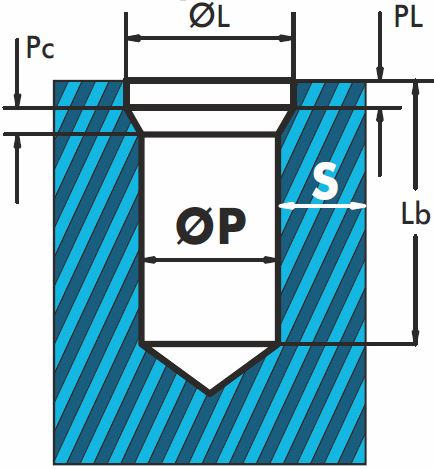
L’insert doit être entièrement noyé dans la matière : Longueur de l’insert +1 mm
Plastiques Techniques
& Hautes Performances
& Alliages Légers
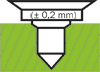
ØL =Øext+0.2 à 0.4 mm PL =1 à 1.5 x pas filet ext Pc =1 à 1.5 x pas filet ext
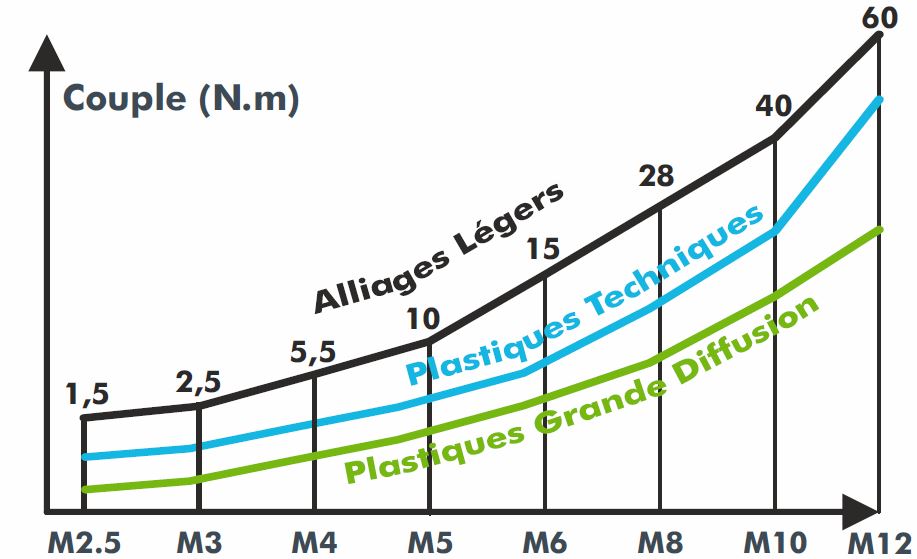
Couple & Vitesse pour IV2 acier trempé
ØP / Diamètre du puits
Un trou plus large facilitera la mise en place de l’insert au détriment de la résistance à la traction et à la rotation. Prévoir un lamage et/ou un chanfrein pour faciliter la mise en place de l’insert et avoir une pose finale optimale avec la surface de la matière.
S / Epaisseur de paroi
Elle dépend de l’élasticité de la matière et de la contrainte sur le montage.
Plastiques Grande Diffusion : S ≥ 0.25 à 0.9 Ø extérieur de l’Insert
Plastiques Techniques & Haute Performances & Alliages Légers : S ≥ 0.2 à 0.6 Ø extérieur de l’Insert
Filetage Intérieur
M2.5
M3
M4
M5
M6
M8
M10
M12
M14
M16
Vitesse de rotation en tr/min
de 800
à 1300
de 600
à 900
de 400
à 700
de 300
à 450
de 240
à 350
Essais fortement recommandés : notre laboratoire est à votre disposition
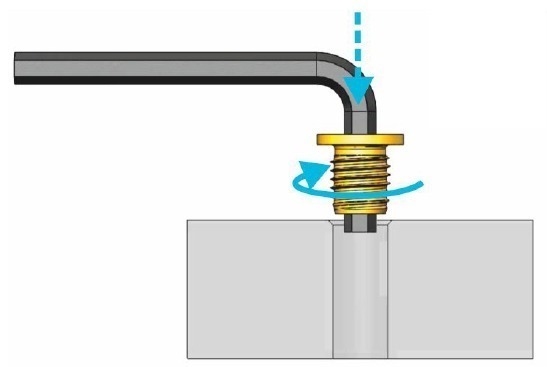
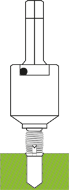
Monter un tourne à gauche sur la partie entrainante de l’outil.Monter l’insert sur l’outil, fente ou trous coupants vers le bas.
02
Engager l’insert avec une légère pression en début d’installation pour former correctement les premiers filets.
03
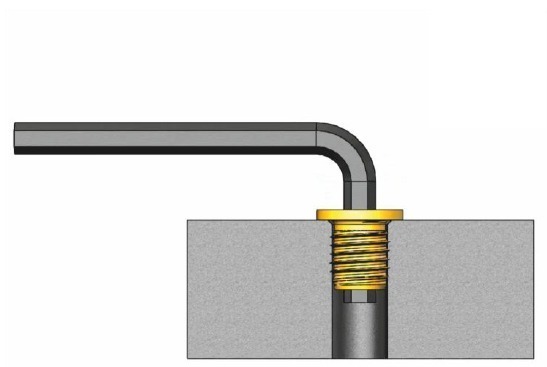
En fin de montage, l’insert doit pénétrer de 0,1 à 0,2 mm ± 1/4 de tour) en dessous de la surface de la pièce.
04
A l’aide d’une clé, bloquer le contre-écrou et devisser le tourne à gauche pour désolidariser l’insert de l’outil.Le goujon de l’outil se place au milieu de la fente coupante pour ne pas bloquer le dégagement des copaux de coupe.
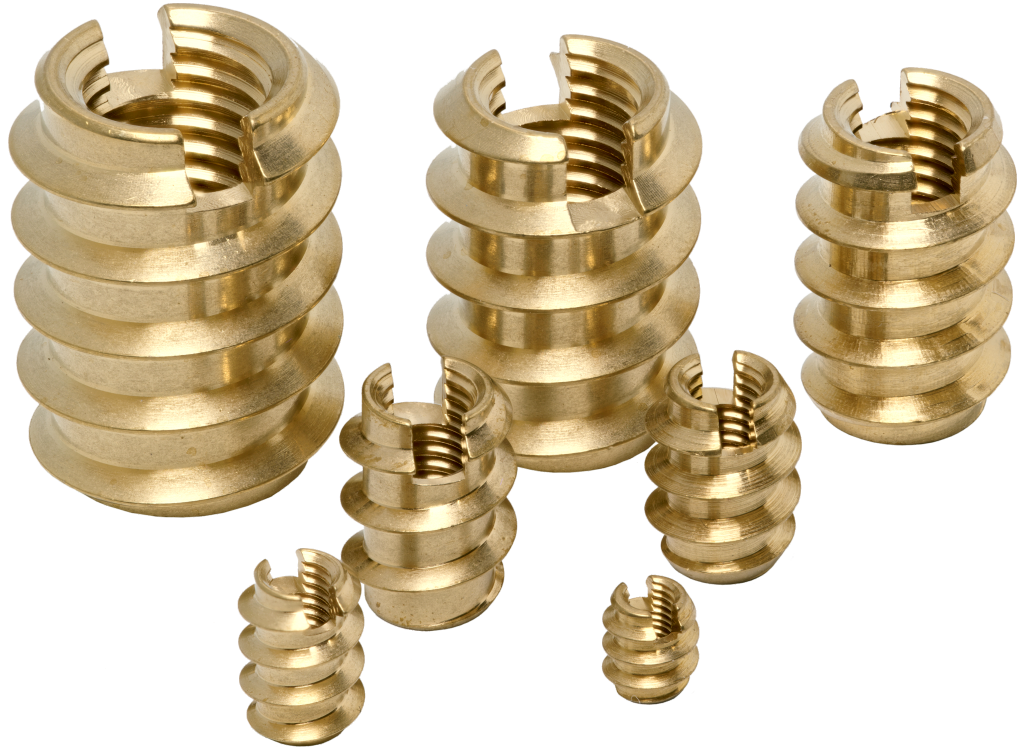
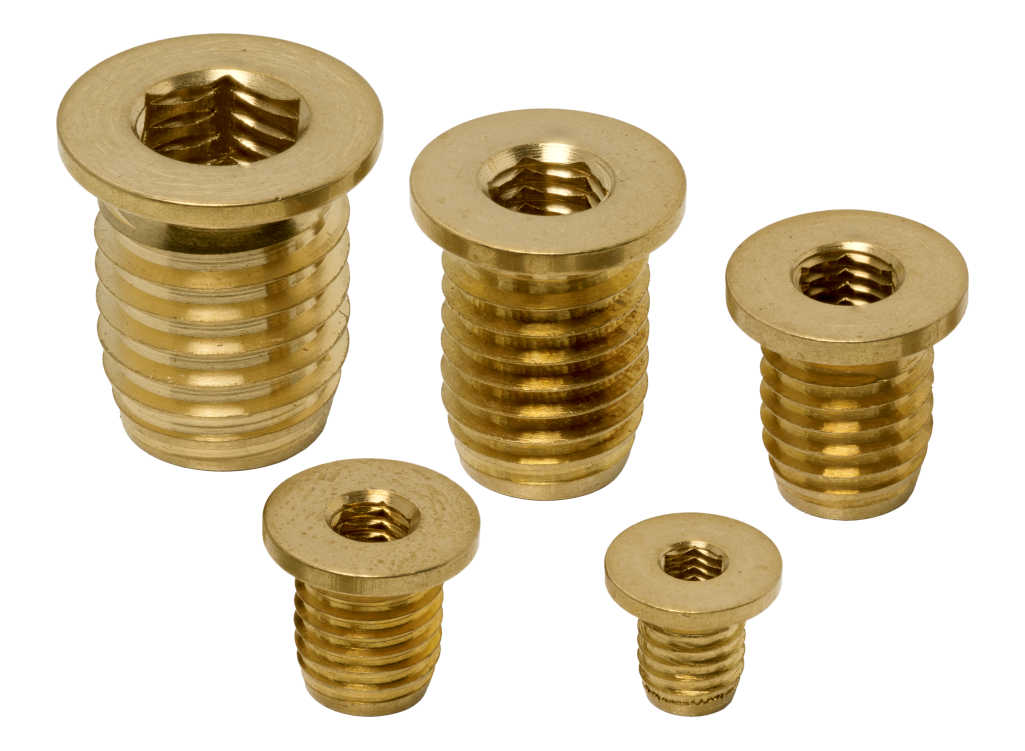
Type d’insert à Visser K avec tête et filet 45° à fond 160° – réversible + hexagone inter H sans tête et filet 45° à fond 160° – réversible + hexagone inter
Pour offrir les meilleures expériences, nous utilisons des technologies telles que les cookies pour stocker et/ou accéder aux informations des appareils. Le fait de consentir à ces technologies nous permettra de traiter des données telles que le comportement de navigation ou les ID uniques sur ce site. Le fait de ne pas consentir ou de retirer son consentement peut avoir un effet négatif sur certaines caractéristiques et fonctions.
Fonctionnel
Siempre activo
Le stockage ou l’accès technique est strictement nécessaire dans la finalité d’intérêt légitime de permettre l’utilisation d’un service spécifique explicitement demandé par l’abonné ou l’utilisateur, ou dans le seul but d’effectuer la transmission d’une communication sur un réseau de communications électroniques.
Préférences
Le stockage ou l’accès technique est nécessaire dans la finalité d’intérêt légitime de stocker des préférences qui ne sont pas demandées par l’abonné ou l’utilisateur.
Statistiques
Le stockage ou l’accès technique qui est utilisé exclusivement à des fins statistiques.Le stockage ou l’accès technique qui est utilisé exclusivement dans des finalités statistiques anonymes. En l’absence d’une assignation à comparaître, d’une conformité volontaire de la part de votre fournisseur d’accès à internet ou d’enregistrements supplémentaires provenant d’une tierce partie, les informations stockées ou extraites à cette seule fin ne peuvent généralement pas être utilisées pour vous identifier.
Marketing
Le stockage ou l’accès technique est nécessaire pour créer des profils d’utilisateurs afin d’envoyer des publicités, ou pour suivre l’utilisateur sur un site web ou sur plusieurs sites web ayant des finalités marketing similaires.
 ECO-DISEÑO
ECO-DISEÑO